Laminations Defect
Defects
Layers of metal inside or outside of casting.
Cause
Mostly caused by poor metal flow control, but other causes are possible.
Corrections
- Check injection parameters:
- The fast shot start switch should start fast shot early, so that the metal is accelerated before it gets to the gate.
- The quick fill time is very important and should be checked with calculations.
- The gate velocity should be proper.
- Gating: Use good flow patterns with no long flow distance or mixing far from the gate.
- Good die temperature: The die temperature should be consistent over the trouble area and preferably on the high side.
- Intensifier action: The intensifier action should be proper and consistent.
- Die flex: The die should not flex (from intensifier pressure or other causes). Check for adequate support.
- Flash: Check that the lamination is not from flash left on the die. Clean the die every shot if necessary.
- Oxide layer: Examine the lamination to see if it is an oxide layer.

Laminations from uneven or slow flow, causing splashes with time to solidify as a layer before final fill.

These laminations were caused from the die blowing or flexing.
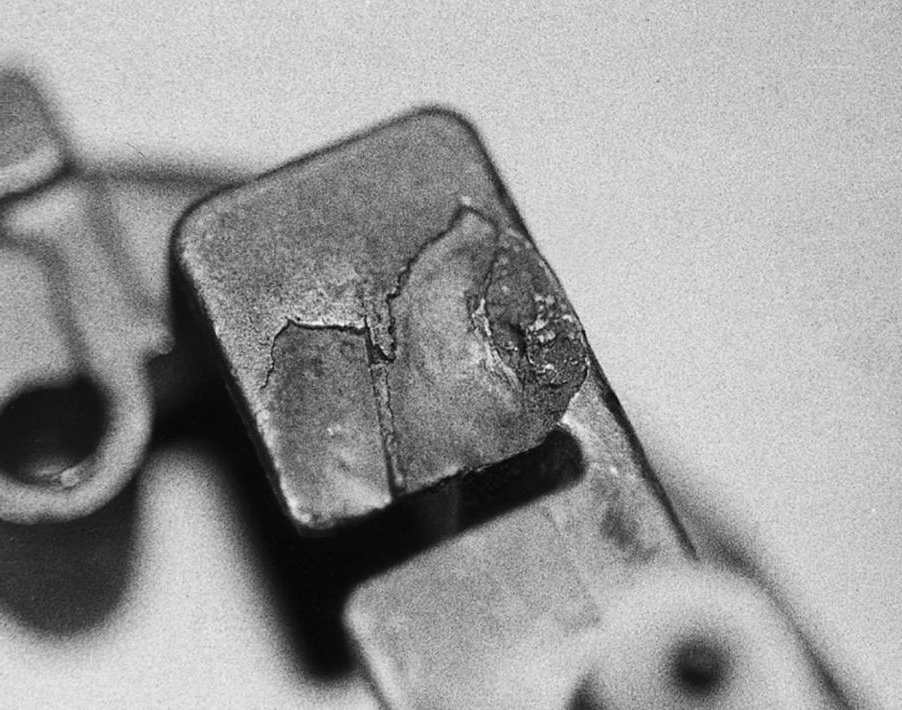
Flash trapped under the skin.
Please note that the information provided in this article is intended to be a general guide to the causes and corrections of laminations in metal castings. However, it is important to note that the specific cause and correction of any particular defect will vary depending on the specific casting process, alloy, and other factors. Therefore, it is important to consult with an experienced and professional engineer to ensure that the correct diagnosis is made and the most suitable correction is chosen.